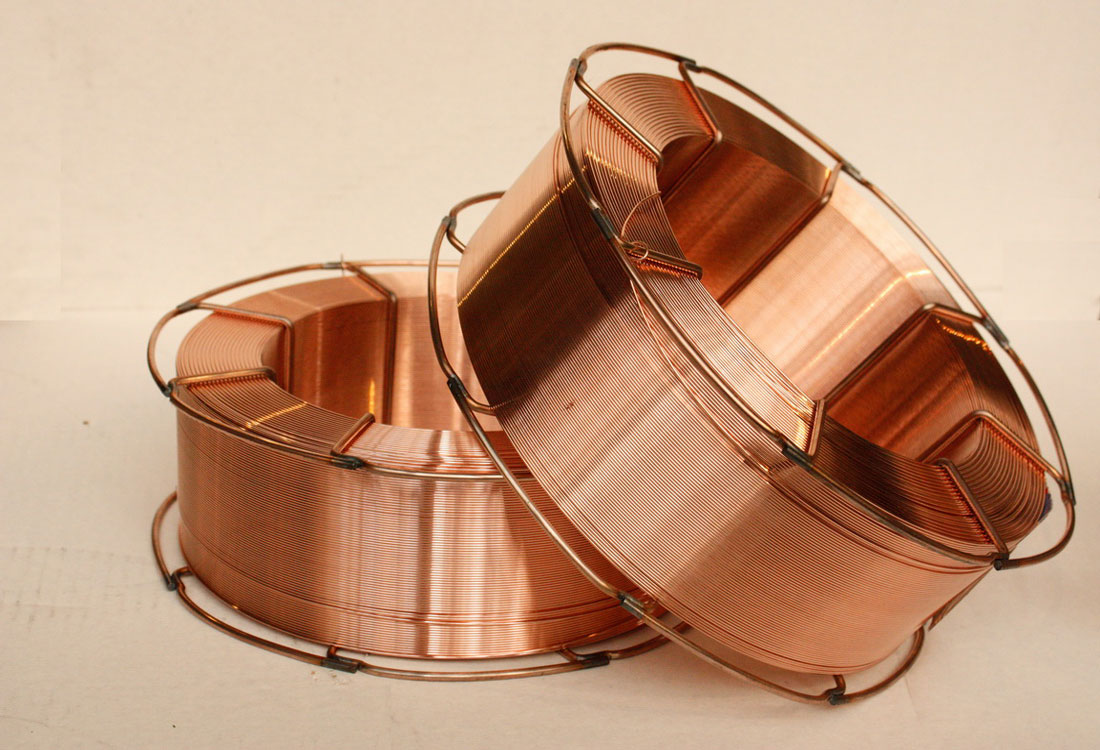
Согласно ГОСТ 2246-70 выпускается около 76 видов проволоки для проведения сварочных работ с помощью полуавтомата. Дополнительно производится еще несколько десятков наименований продукции, соответствующей определенным ТУ.
Сварочная проволока для полуавтомата позволяет обеспечить максимально прочное соединение деталей, тяжело поддающихся термической обработки, сократить негативное воздействие на поверхность детали и шва.
Наиболее востребованными остаются расходные материалы, предназначенные для работ с нержавеющей сталью и алюминием.
Проволока для сварки нержавейки
Сварочная проволока для полуавтомата по нержавейке производится на основе высоколегированной стали. В результате получаемый шов становится прочным и устойчивым к воздействию влаги, имеет антикоррозионные свойства.
Чтобы добиться высоких прочностных характеристик крайне важно, чтобы наплавляемый металл во время сварки нержавеющей стали, полуавтоматом не вступал в химическую реакцию с водой, кислородом и азотом. С этой целью используется защитный газ, обычно аргон.
Для полуавтоматов используется порошковая сварочная проволока, позволяющая выполнить сварочные работы без применения углекислоты и других защитных газов. По своему строению стержень порошковой проволоки напоминает полую трубку, наполненную присадками, гранулами металла и шлакообразующими материалами.
Под воздействием высокой температуры, проволока для сварки полуавтоматом без газа раскаляется, внутренняя смесь испаряется, в результате образуется защитное облако газа. По мере остывания, на поверхности шва появляется защитный шлак, предотвращающий образование пор и растрескивание соединения.
Проволока для сварки алюминия
Алюминий считается одним из самых тяжелых в обработке металлов. Алюминий быстро нагревается, хорошо передает тепло, что в результате обеспечивает большое количество прогораний.
Алюминиевая проволока для сварных работ должна обеспечить надлежащее качество шва. Основными требованиями, предъявляемыми к электродным материалам, являются:
- Равномерная толщина. Механизм подачи проволоки может давать сбои в скорости движения электрода при резком изменении объема материала. Качество расходных материалов должно быть проверено с помощью скальпирования.
- Стабильность скорости подачи проволоки при полуавтоматической сварке независимо от расстояния.
- Качественный равномерный шов с отличным показателем смачиваемости кромок.
- Отсутствие в получаемых соединениях расколов и пор.
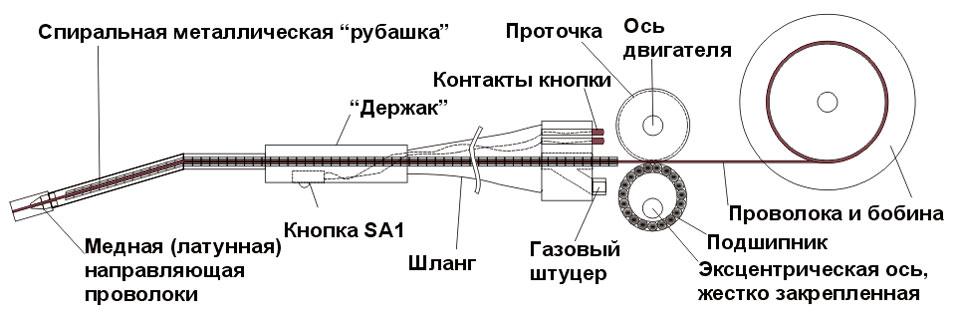
Так как диаметр электрода может варьироваться от 0,8 до 2,4 мм, чтобы обеспечить равномерную скорость подачи, наконечник проволоки выбирается по диаметру расходного материала.
Какая должна быть скорость подачи проволоки
В большинстве полуавтоматоматических станков и оборудовании с программным управлением, присутствует функция саморегулирования дуги, это несколько облегчает выбор скорости и других параметров.
Регулировка скорости подачи проволоки, сварочного полуавтомата осуществляется следующим образом:
- Горелка отводится от конструкции, подключенной к заземлению аппарата. Зажимается курок, устанавливается скорость, с помощью механического регулятора подачи проволоки, поворачиваемого до значения 100-120 мм/сек. Ток сварки взаимосвязан с интенсивностью движения электрода, поэтому регулировать его не нужно.
- Регулируем напряжение на дуге.
- Подключаем СО². Расход смеси устанавливается на уровне 8-12 л/мин. Если планируется сварка полуавтоматом порошковой проволокой без газа, следует установить меньшую скорость движения электрода.
- Делаем пробный шов на образце. Если аппарат не варит, добавляем напряжение, при этом расход сварочной проволоки не увеличиваем, оставляем прежним. В результате этого эксперимента можно заранее получить и записать значения необходимые при сварке проволокой с флюсом, проведения работ с нержавейкой и алюминием.
Какая проволока лучше?
На вопрос, какая проволока лучше, самозащитная, с флюсом, или общего сечения, не существует прямого ответа. Все зависит от используемого оборудования, условий выполнения работ и других факторов.
К примеру, технология сварки порошковой проволокой позволяет выполнять работы в потолочном положении, хорошо справляется с необходимостью в обратном формировании шва.
Недостаток использования проволоки с флюсовой прослойкой, то, что для качественного шва требуется безупречная схема протяжки проволоки в аппарате. Пока таким механизмом может похвастаться только оборудование, изготовленное в странах ЕС. В качестве минуса можно рассматривать высокую стоимость материала и узкий диапазон сварки.
При условии наличия качественного полуавтомата, лучше поменять проволоку общего сечения на порошковую. При работе с алюминием и нержавейкой, использование флюса помогает улучшить качество шва.