Ручная дуговая сварка представляет собой специальное устройство, работа которого построена на использовании электрической дуги. Оборудование предназначено для соединения углеродистых сталей разного качества. Как правило, такие сплавы содержат марганец, чугун или цветные металлы. Технология также именуется в качестве ММА, РД или РДС. Она была разработана в конце XIX столетия Н. Бернардоссом.

Краткая характеристика
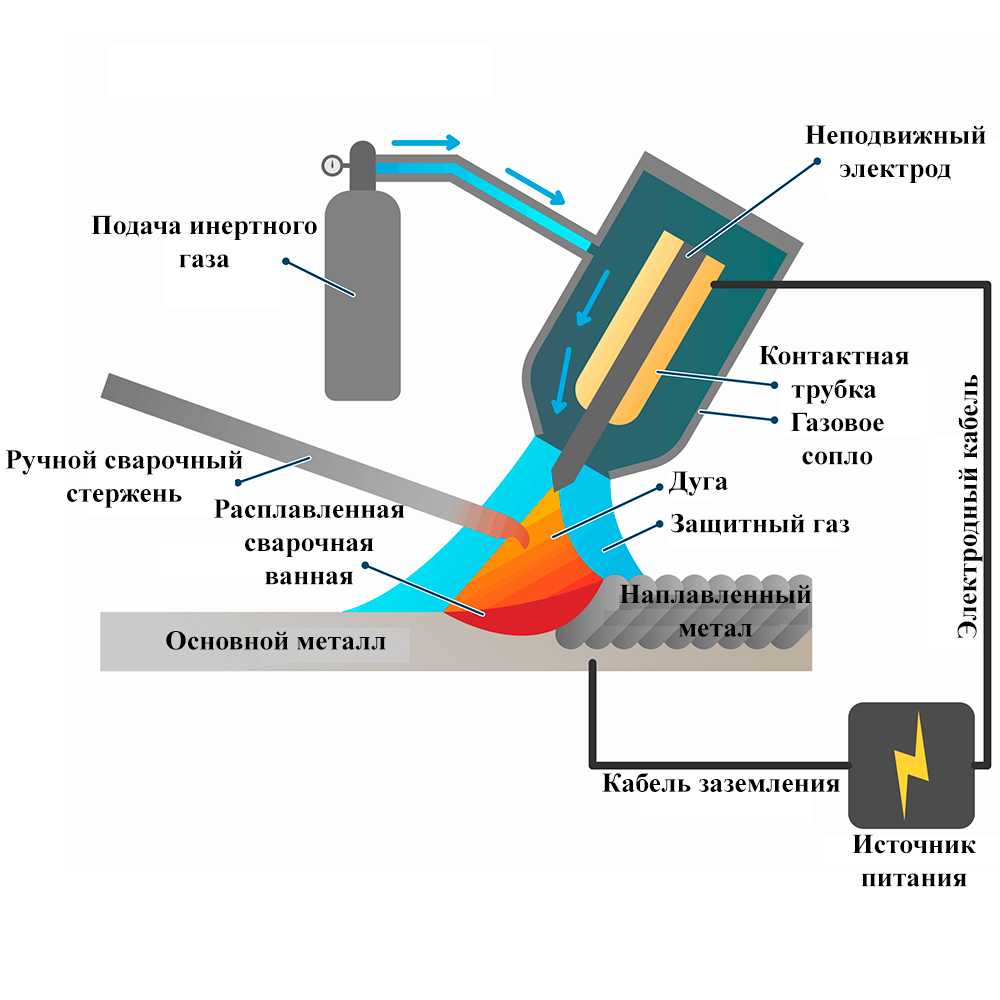
Ручная дуговая сварка MMA — функциональное устройство, основной задачей которого является формирование надежного сварного соединения за счет электрической дуги. Данный разряд формируется между электродом и металлом. При его стабильном горении образуется ровный шов. Работа РДС практически невозможна без электродов, которые состоят из проволоки с защитным покрытием. Слой исключает попадание кислорода непосредственно в сварочную зону.
Зажег дуги на электроде осуществляется методом постукивания или чирканья. В результате образуется плавление металла и образуется качественный шов. В процессе работы разбрызгивание металла должно быть минимальным. Минус данной технологии — низкий уровень производительности труда. Секрет ее популярности среди домовладельцев кроется в универсальности выполнения разных швов.
Интересно! Как определить прямую и обратную полярность при сварке?
Преимущества и недостатки
Дуговая сварка ГОСТ предназначена для выполнения несложных ремонтов и формирования коротких швов. Также это касается оперативного обслуживания функционального оборудования. К преимуществам современных аппаратов также следует отнести:
- широкая область применения;
- соединение черных, цветных металлов;
- компактные размеры;
- высокий температурный режим (до 60 тыс. градусов);
- малая зона нагрева;
- возможность работы электродом под разными углами.
Немаловажное значение имеет стоимость функциональной установки. Конечная ее стоимость зависит от модификации. В среднем цена качественного комплекта составляет 100 долларов. Сварное соединение дуговой сварки отличается хорошей прочностью. Работать электродом можно в любых условиях (солнце, ветер, холод). Технология особенно удобна для выполнения работ в полевых условиях.

Назначение
Практика показывает, что ручная дуговая сварка ГОСТ подходит для соединения различных металлов. Это касается как углеродистых, так и легированных сталей. Оборудование также предназначено для работы с чугуном, алюминием и медью. Для этого используются специальные электроды.
Существенным недостатком РД является медленная работа. Электроды для дуговой сварки нужно менять при достижении ими длины в 5 см. На это уходит определенное время. Наличие шлака вокруг зоны сварки позволяет дополнительно защитить ванну от разрушительного эффекта.

Виды дуговой сварки
Аппарат сварочный дуговая сварка не стоит слишком дорого. Однако следует помнить, что он не подходит для сварки олова или цинка, так как эти металлы имеют низкую температуру плавления. Сварщик дуговой сварки также не справится с титановыми, танталовыми соединениями, для которых характерны активные химические свойства.
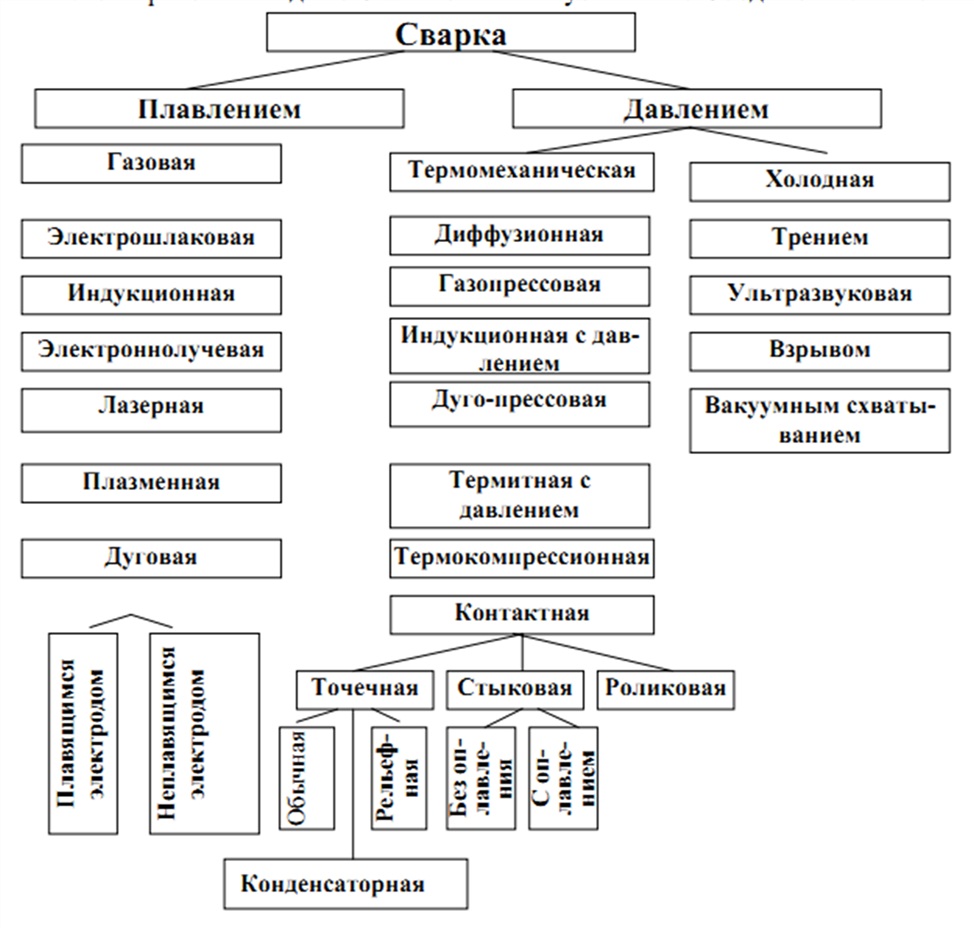
Ручная дуговая сварка соединения сварные классифицируется на ряд групп. В основе данного разделения лежат критерии, а именно:
- Тип электрода. Плавящиеся элементы относятся к MMA, MAG, MIG технологиям, неплавящиеся – к TIG;
- Уровень автоматизации. Различают ручные, полуавтоматические и автоматические модели;
- Электрический ток. Постоянный влияет на качество дуги и сварочного соединения. Переменный влияет на упрощение конструкции устройства. В случае импульсного потока снижается тепловложение в зону сварки;
- Защита сварочной ванны. К числу наиболее распространенных вариантов относится покрытие электродом, флюсом, порошковой проволокой и защитным газом.
Выбор оптимального варианта дуговой сварки напрямую зависит от типа поставленных задач. Здесь учитывается качество и эффективность сварки. Сварка швов дуговая сварка активно используется в домашних условиях.
Особенности технологии
Гост ручная дуговая сварка соединения основана на характерном зажигании дуги. Достигается это за счет касания электрода о ранее зачищенную поверхность металла. Поддерживая электрическую дугу, проводится ее медленное перемещение в заданном направлении. Нагрев элемента осуществляется за счет протекания через него тока короткого замыкания.
Фундаментальная основа сварочного процесса — перенос электродного материала непосредственно на мест соединения металла. Гост ручная дуговая сварка соединения сварные классифицируется на несколько групп, а именно:
- количество электродов. Различают одно-, двух и многоэлектродные аппараты. Более сложные модели необходимы для максимизации производительности труда;
- электрический ток. Бывает постоянный или переменный;
- тип сварки. Различают модели одной и трех фаз.

Интересно! Какие есть разряды сварщиков?
Дуговая сварка в защитном газе пользуется меньшей популярностью в домохозяйствах. На сегодняшний день существует различные виды готовых швов. В зависимости от размеров, различают короткие (до 25 см), средние (25,1-99,9 см) и длинные соединения металла.
Подбор электродов
Гост ручная дуговая сварка соединения сварные подразумевает использование специальных электродов. Основное предназначение таких элементов заключается в формировании дуги между наконечником и металлической поверхностью. Выбор подходящего электрода проводится по диаметру стержня, сиде сварочного тока и толщине частей. Практичная информация приведена в таблице ниже.
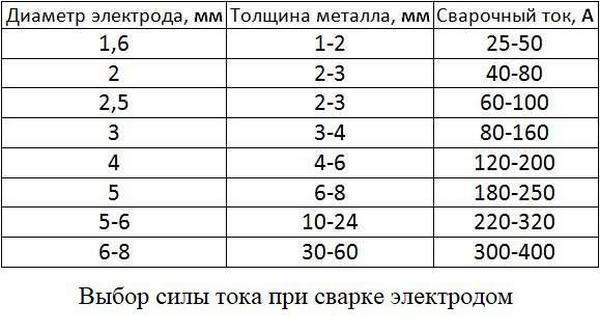
Практика показывает, что для новичков лучше всего подойдут электроды с рутиловым покрытием. Такое изделие легко зажечь и вести дугу. Лучше всего покупать не бюджетные, а более дорогие марки. К минусам таких элементов следует отнести наличие в сварном соединении большого количества водорода.
Помните, что в среднем на 1 мм диаметра электрода припадает 35А силы тока. Если выполняется вертикальный шов, показатель снижается на 14,9%. Внимательно изучайте характеристики, которые указываются производителями на упаковках.

Что означает маркировка?
Дуговая сварка покрытым электродом особенно популярна в домохозяйствах. Чтобы выбрать изделие правило, производители наносят на упаковку специальный код. Расшифровка его включает характеристики типа нагрузки, диаметр, металл, толщину, индексы сварного слоя и пр.
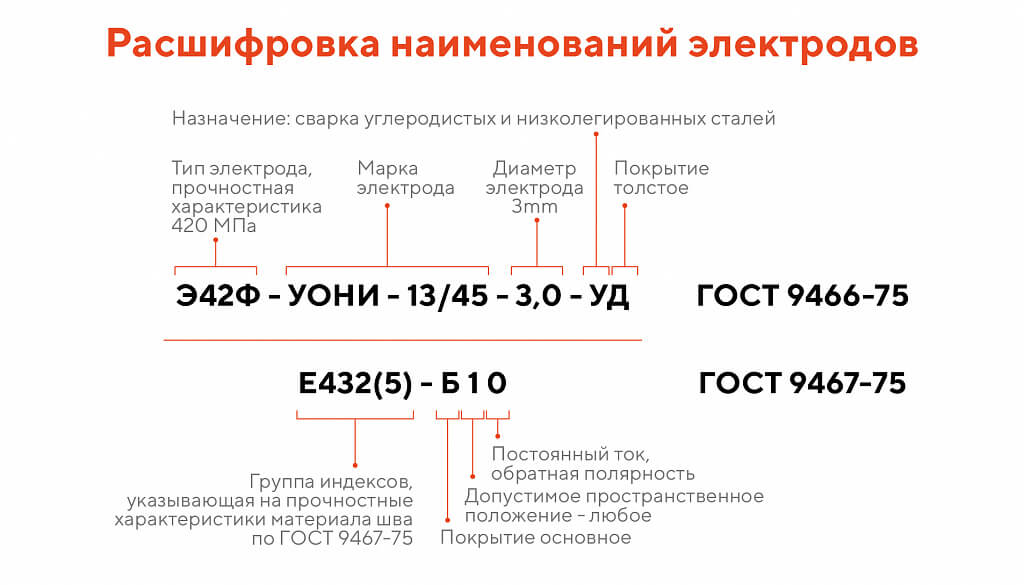
Расшифровка обозначений имеет следующий вид, а именно:
- Э – полное обозначение электрода.
- 42 – максимально допустимая нагрузка.
- УОНИ 14/48 – марка электрода.
- ⌀ – диаметр изделия.
- УД -вариант стали (углеродистая или легированная).
- Е 432 (индекс сварного шва).
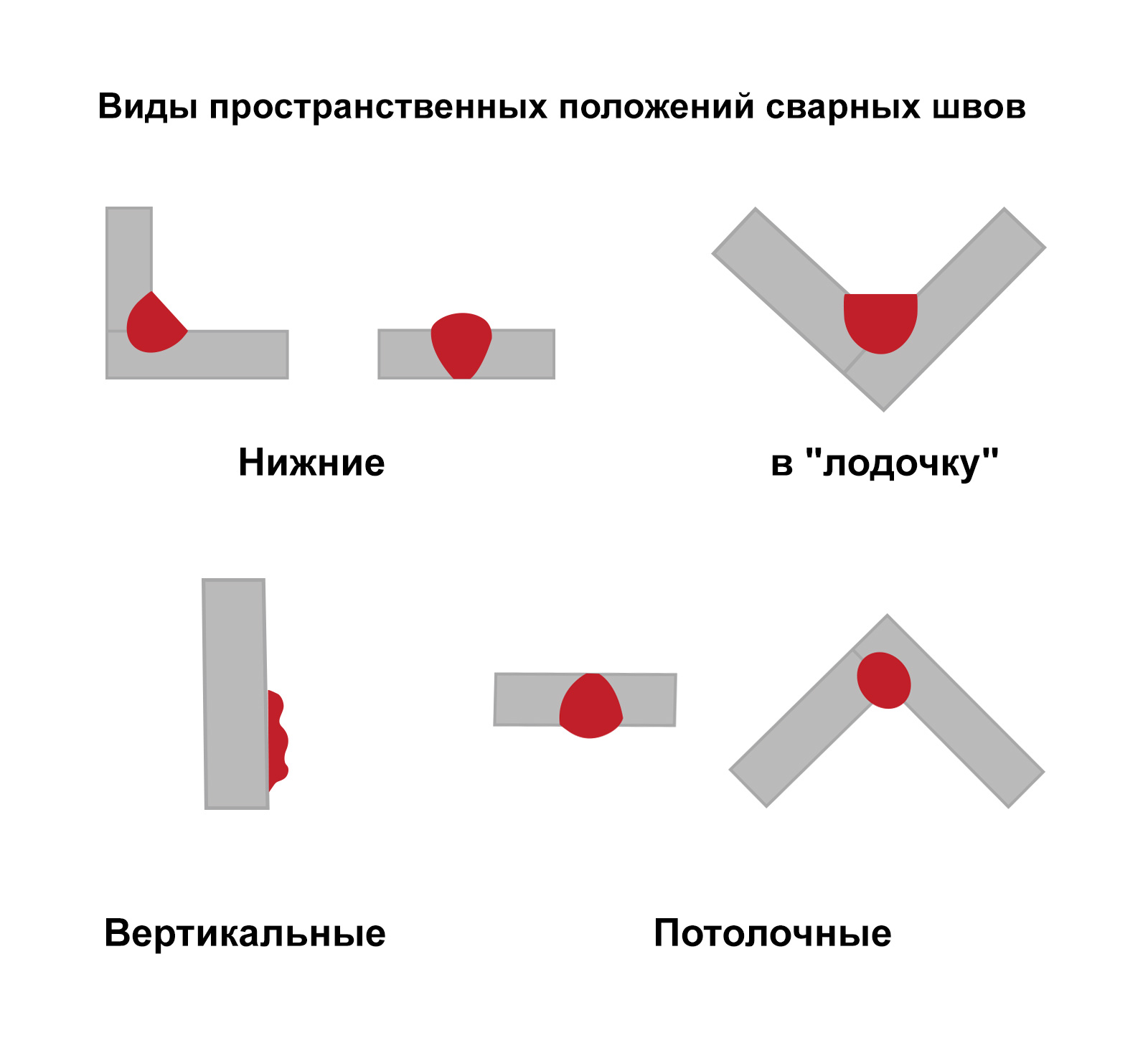
Не менее важна информация о типе покрытия электрода (РЦ). Диапазон цифр позволяет оценить пространственное положение стержня. Ноль в конце характеризует ток. В данном случае он постоянный с обратной полярностью. Электроды для ручной дуговой сварки подбираются строго по характеристикам.
Как нужно варить швы в разных положениях?
Перед началом проведения сварочных работ проводится тщательная подготовка. Кроме подключения оборудования, важно зачистить от ржавчины, масла и окалин металлическую поверхность. Выполнить действия можно при помощи щетки, болгарки или растворителя. Практика показывает, что аргонно дуговая сварка в домохозяйствах используется не слишком часто.
Опытный сварщик ручной дуговой сварки в совершенстве владеет методами формирования швов в нижних, вертикальных и потолочных положениях. Данный процесс сопряжен с рядом особенностей и правил, которые следует учитывать заранее. Дуговая сварка плавящимся электродом проводится строго по технологии.

Нижнее положение
Ручная дуговая сварка ГОСТ 526480 четко регламентирует соединение металла в нижнем положении. Качественный шов формируется за счет наплавки валика параллельно стыку. При этом происходит незначительное расширение в стороны. На данном этапе важно придерживаться небольшого усиления. Как правило, оно достигает уровня в 2 мм. Таким образом, происходит качественная сварка с двух сторон.
Сварка дуговая ручная швами осуществляется без спешки и суматохи. Особенно важно не перепалить область металла. Прочность готово шва зависит от качества заготовки, общего расстояния между кромками и показателями тока. Без преувеличения, данный метод является высокопроизводительным и отлично подходит для новичков.
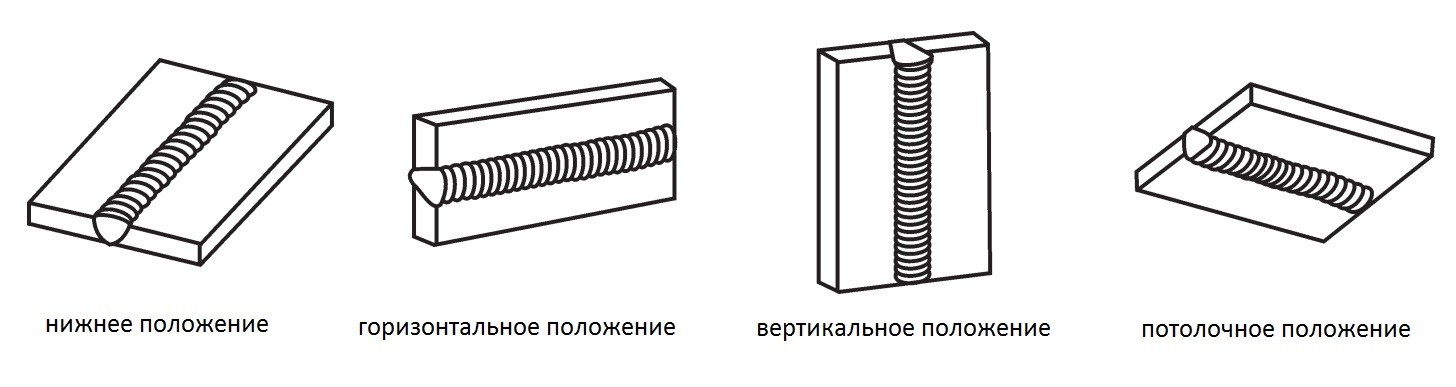
Вертикальное положение
Ток дуговой сварки подбирается с учетом типа и толщины рабочего металла. При работе электродом важно удерживать его по горизонтали. С рабочей поверхностью должен образовываться перпендикуляр. При таком подходе исключается вытекания жидкого металла непосредственно из сварочной ванны.
Дуговая сварка труб проводится строго в коротком формате. Комплекс мер направлен на минимизацию попаданий расплава в воронку. Лучше всего выбирать расходный материал со специальным покрытием. Таким образом, будет увеличена вязкость жидкости и сведется к минимуму расплав.

Потолочное положение
Дуговая сварка труб также проводится в потолочном положении. В таком случае сварщик постоянно работает с поднятой головой, вытянутой рукой, что приводит к быстрой усталости. Освоив некоторые технические навыки, можно облегчить операции и нарастить производительность, качество шва. Речь идет о сведении к минимуму растекания расплава.
Ручная дуговая сварка плавящимся электродом в потолочном положении проводится строго по короткой дуге. При этом выставляется небольшое напряжение. Опытные специалисты знают, что для такой работы лучше всего выбрать электроды небольшого диаметра. Такие изделия должны иметь тугоплавкое покрытие.
Методика поверхностного натяжения позволяет расплавленным каплям металла надежно удерживаться на месте. Навыки по “укладке потолка” являются основанием для повышения персонального разряда сварщика. Технология не подходит для новичков, так отличается высоким уровнем опасности. Речь идет о риске попадания расплавленных капель на кожу или в глаза. ГОСТ 5264 ручная дуговая сварка плавящимся электродом соединения содержит всю информацию, характеризующую технологический процесс.